- 河南汇博液压机械有限公司
- 18603966699
产品描述
随着高速旋转钻头的出现,加工效率逐步上升,但高速旋转刀具的加工环境及冷却要求多适用在加工点等设备中,加工成本较高。为了在普通设备中使用该类高速旋转刀具,设计钻孔倒角机,对加工效率、加工成本具有重要的意义。装夹系统采用径向定位和轴向定位两种定位,可调节到钻孔中间位置符合图样要求,广东高速圆锯机车床维修,结合压板式夹紧。加入钻杆、电动机等改制而成,广东高速圆锯机车床维修。倒角电动机可实现变频,广东高速圆锯机车床维修,调节转速。当工件钻孔结束,工件在大托板的带动下返回进行倒角。加工后的棒材活塞杆进行热处理,塞杆表面的硬度增加和活塞杆的刚度增加。广东高速圆锯机车床维修
数控液压油缸加工车床振动一般分为三种:即自由振动、强迫振动和自激振动,自由振动是物体受到初始激励(通常是一个脉冲)所引发的一种振动。这种振动靠初始激励,一次性获得振动能量,历程有限,一般不会对数控车床造成破坏。所以一般不考虑自由振动对数控车床的影响。强迫振动,物体在持续周期变化的外力作用下产生的振动,称为强迫振动,如不平衡、不对中所引起的振动。自激振动是在没有外力作用下,由系统自身原因所产生的激励而引起的振动。自激振动是一种比较危险的振动,设备一旦发生自激振动,会使设备运行失去稳定性。河北活塞杆双头数控车床维修厂家配用带位置电反馈电磁铁的比例阀,能满足各种工业应用中特别高精度的要求。
精密活塞杆钻孔倒角机,用于完成活塞杆端部销轴孔的钻和倒角两个工序。可利用高速旋转的T钻代替普通钻头,利用车床大托板移动实现工进,一次装夹,完成钻孔与倒角两个工序,缩短了加工时间,增加了加工效率。液压传动中伸缩油缸应用广,精密活塞杆端部的销轴孔,常用孔径范围为φ30~φ80mm。目前该销轴孔多采用普通钻头在钻床、镗床上加工,工艺流程根据钻孔直径大小分为钻—倒角或钻—扩—倒角,倒角时需换钻头,二次装夹、二次找正,且普通钻头转速低,工人劳动量大,效率较低。
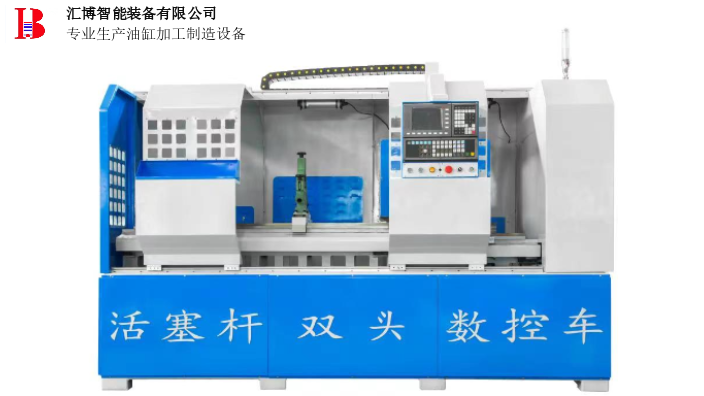
在加工时卷材的粉碎在边缘可能会起皱:开卷线的导辊可能是由于模具进料口退绕而导致模具上的导辊之间的缝隙起皱引起的。划痕:零件上划痕的主要原因。模具上有锋利的刮痕或金属粉尘掉入模具中。预防措施是修复模具上的划痕并清理金属粉尘。底部开裂:主要原因为在该部分的底部开裂是该材料差的增塑或压在模具压紧环得太紧。预防措施是更换塑料或松开压脚环。侧壁具有皱纹:该零件的侧壁为皱纹的主要原因是材料的厚度不够,或者当上部和下部的材料出现偏心时安装下部模具,从而在一侧产生较大的间隙。间隙很小,预防措施是更换材料并重新调整模具。双头车床其结构形式是双主轴平行对置排列,排刀架固定于机床中部。
缸体的精镗工序组合刀具内孔切削加工的稳定性和可靠性,直接影响到加工缸体的母线直线度、孔加工精度及表面粗糙度。缸体内孔加工切削的稳定性主要靠刀具本身结构的合理设计,我公司使用的组合刀具有效支承长度是加工缸体内孔直径的2倍或2倍以上。我公司经过多次技术论证和试验,当刀具支承长度小于内孔直径时,刀具加工时的切削稳定性较差,当刀具支承长度等于缸体直径时,刀具的切削稳定性明显提高。当组合刀具(我公司使用的是一种钢性可调节**磨头,其特点是尺寸可随产品前道加工内孔尺寸的变化调节。由于磨头设计是钢性的数控车床和数控加工中心在运动轴数上是有区别的。辽宁金属圆锯机车床采购
系统在维修中因为大拆大卸、不规范操作、随意调节、配件不配套等等原因,会出现小故障修成大故障的现象。广东高速圆锯机车床维修
数控立式车床在日常使用中也要注意维护保养工作,也是操作人员工作范围内,几个维护要注意的地方供您参考,拆卸清洗各部油毛毡垫;擦拭普通车床各滑动面和导轨面、擦拭工作台及横向、升降丝杆、擦拭走刀传动机构及刀架。定期润滑各油孔清洁畅通并加注润滑油;各导轨面和滑动面及各丝杆加注润滑油;检查传动机构油箱体、油面并加油至标高位置。扭紧普通车床的紧固件,检查并紧固压板及镶条螺丝;检查并扭紧滑块固定螺丝、走刀传动机构、手轮、工作台支架螺丝;检查钮紧其它部分松动螺丝。广东高速圆锯机车床维修
河南汇博液压机械有限公司是一家生产型类企业,积极探索行业发展,努力实现产品创新。公司是一家有限责任公司(自然)企业,以诚信务实的创业精神、专业的管理团队、踏实的职工队伍,努力为广大用户提供高品质的产品。公司业务涵盖液压油缸,油缸配件,液压泵站,双头油缸车,价格合理,品质有保证,深受广大客户的欢迎。汇博液压机械以创造高品质产品及服务的理念,打造高指标的服务,引导行业的发展。
友情链接